鋳銭座(足尾銅山観光)

資料からの推測
江戸時代の中期、寛保元年から
稼働していた足尾の鋳銭座は、
どこにあったかも
はっきりしていないそうで、
「鋳銭座」と名付けられたこの施設は
鋳銭座というものが、
どのようなものであったかの
「資料館」になります。
その入り口付近には、
ちょっと興味を引く資料が
展示されていました。
「江戸時代足尾代官表」
足尾銅山を治めた歴代代官の名前が
ずらり並んでいます。
何気に僕と同じ苗字
「山本」さんを探してみると
お一人いるではないですか!
しかも妻のラッキーナンバーに因む、
「三十三代」の代官で、
「山本大膳」というお方です。
ネットで調べた結果、
足尾銅山の代官としての山本さんは、
どうしても確認出来ませんでしたが、
ほぼ同時期に群馬県の「岩鼻陣屋」という
同じ幕府直轄地の代官に、
山本大膳という人が赴任していたことが
判明したのです。
恐らくこの頃の足尾銅山は鉱脈が枯れて、
衰退するばかりの時期なので、
足尾陣屋は「出張陣屋」扱いで、
兼任という形だったのかと
勝手に推測しています。
そして知ったことが、
この山本さんは、
徳川幕府が農民に出したとされる
「慶安の御触書」の写しを
上梓(出版)していることです。
元本が見つからず、
今はその存在が疑わしいとされ、
教科書にも登場する機会が
少なくなった慶安の御触書ですが、
「文書館だより第33号」には、
下記のように記されています。
「江戸後期の天保九年(1838)
代官の山本大膳が文政十三年(1830)
の美濃国岩村藩が刊行した
『慶安御触書』を底本に
上梓したものです。
洗練した言い回しの中にも、
簡単な訓みをあてており、
近世「候文体」の模範というべき資料で
「数多書写すべければ、おのずから誤字
脱字もあらんことを恐れ、
改めて板に刻ませ候」とする
「あとがき」は、
御触の趣旨をひろく農民に
理解させようとした努力が窺われます。」
「山本大膳が刊行した『慶安御触書』は
ふりがなの「仮名遣い」に誤りがないので、
はじめて古文書解読を
されようとする方には
格好のテキストとなるでしょう。」
これは貴重な資料ですね。
「近世「候文体」の模範」なんて、
最大の褒め言葉ですし、
山本さん、
かなり優秀な方だったのでしょう!
そして、
33代の代官のことを
33号の文書館だよりで知ったのも
何かの引き合わせかも知れません。
また、
岩鼻町の赤城神社には、
山本大膳が天保9年(1838)に
寄進した鳥居が残っていることも知り、
大いに気になっています(笑)
外観
鋳銭座は、足尾銅山観光の
最終見学地となっています。

屋外展示からの流れで鋳銭座へ。

正面。
「ご案内」
「この「寛永通宝足字銭」鋳銭座は、
江戸時代の一般的な鋳造作業を参考にして
その工程を模型によって展示したものです。
当時の貨幣などもご覧になりながら
ゆっくり歴史を学んでください。
監修 足尾町文化財調査委員会」
お出迎え
建物内に入ると
このお二人が出迎えてくれます。

ま、まさかのお代官様?
ちょっと恐縮しますね(笑)
鋳銭作業行程
ここからは、
江戸時代の一般的な鋳銭作業行程を
12場面に分けて、
ジオラマで再現してあります。

1 出勤時の中門改め
「職人達は、フロシキに決まりの
木製べんとう箱を入れて出勤し、
門で鑑札を見せ、鋳銭場に入ります。
脱衣場で裸になり、脱いだ着物は
フロシキに包んでおきます。
べんとうと鑑札だけを持って
中門の改め場に行きます。
鑑札を役人に渡して作業場に入り、
作業服に着がえます。
仕事が終わると再び裸になって、
何もかくしていないか点検を受けた上で
私服を着、
中門の門番から鑑札を受け取り、
退出します。
銭の製造は特殊な仕事なので、
鋳銭場への出入りには
厳しい注意がはらわれていました。」

素っ裸のアップ。
表情一つとっても
人形のクオリティが高く、
坑道展示と同じく、
「足尾銅山愛」を感じます。

2 量目改め・大吹所
「銭の原料である銅(70%)
錫(20%)鉛(10%)を大きな天秤で
一定量ずつはかり、大吹所に運びます。
大吹所は銭の地金を作る所で、
吹屋大工という頭の下に
数人の手伝い人夫がいました。
原料を「こしき」と呼ぶ溶鉱炉で溶かし、
下の小穴を開いて砂枠の中に流し込み、
固まってきたところを
鉄の槌で小さく割ります。
こうしてできあがった銭の地金を、
1個ずつ水に入れて冷やし、
500匁ずつはかって、
小吹所に送ります。
「こしき」1回で14貫匁の地金が
できました。
1匁=尺貫法の重さの単位で、
1貫の千分の1。約3.75グラム」

3 種銭(母銭)づくり・小吹所
「鋳銭の前に、銭の基になる
種銭をつくっておきます。
種銭はまず、絵をもとに銅のような
加工しやすい金属を彫刻して、
ただ1個の手きざみ銭
(彫原母)をつくります。
次に、この手きざみ銭から型をとって、
鋳造しやすい錫で
数十個の錫銭をつくります。
最後に、通用銭と同じ地金で
数百から数千個の種銭をつくり、
200個ずつ各小吹所に配ります。
小吹所は、型場または銭吹所とも呼ばれた
銭の鋳造工場です。
鋳銭座にはたくさんの小吹所があって
それぞれ独立し、
銭頭が数人の職人をさしずして、
鋳放し銭という
仕上げにかかる前のものまでを
つくっていました。」
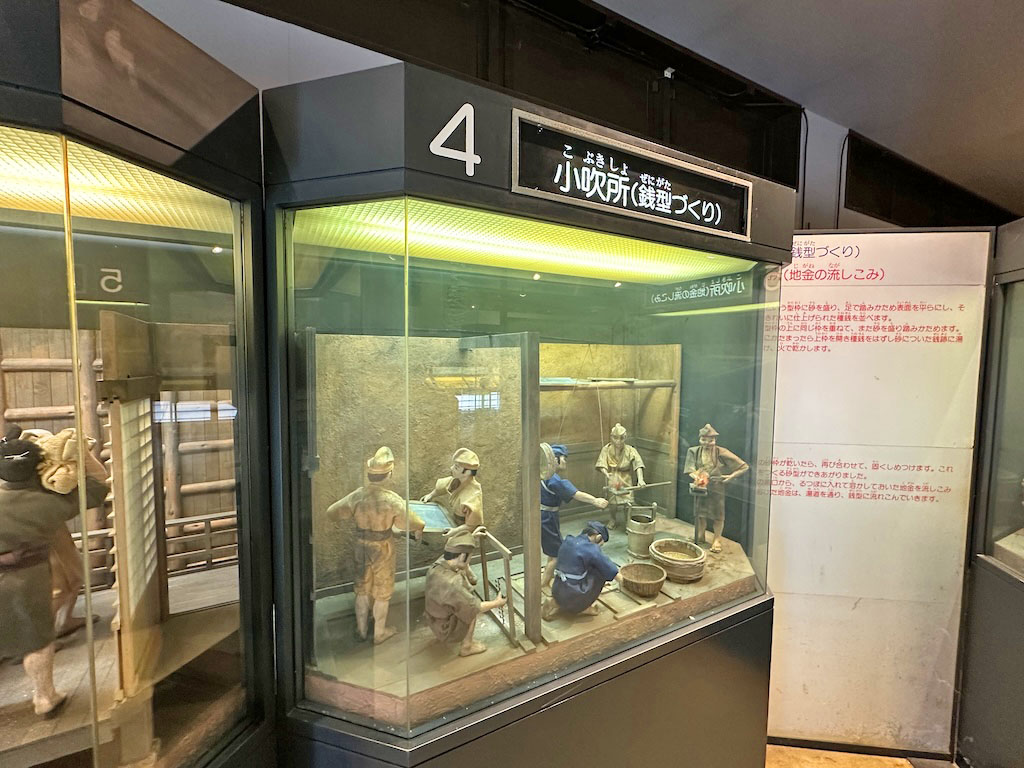
4 小吹所(銭型づくり)
「槻板という型枠に砂を盛り、
足で踏みかため表面を平らにし、
その上に綺麗に仕上げられた
種銭を並べます。
その型枠の上に同じ枠を重ねて、
また砂を盛り踏みかためます。
十分にかたまったら
上枠を開き種銭をはずし
砂についた銭跡に湯道をつけ、
火で乾かします。」
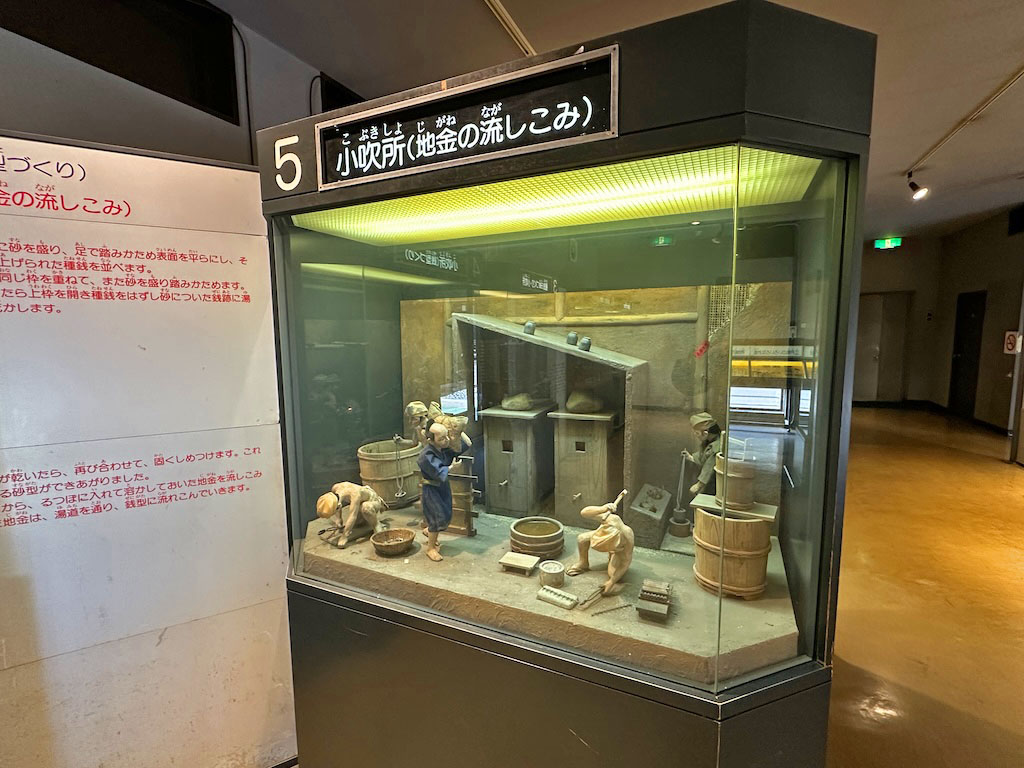
5 小吹所(地金の流しこみ)
「上下の砂枠が乾いたら、再び合わせて、
固くしめつけます。
これで、銭をつくる
砂型ができあがりました。
砂型の湯口から、
るつぼに入れて溶かしておいた地金を
流し込みます。
溶けた地金は、湯道を通り、
銭型に流れこんでいきます。」

6 小吹所(鋳放し銭づくり)
「溶けた地金を固まるころをみはからって、
砂型をもとの2つにはずし、
水をかけて冷まします。
銭が、湯道の跡に
つながったまま出てきます。
これが鋳放し銭で、
木の枝に葉がついたような
状態になっているので、
枝銭とも呼ばれました。」
こんな作り方だとは初めて知りました。
枝についた葉っぱのような銅銭、
この後の展示にあったのがこちらです。

確かに
「木の枝に葉がついたような」
そう見えますね!

7 小吹所(切り離し)
「冷ました鋳放し銭を、
大きなハサミで
1枚ずつ切り離します。
ここまでが、小吹所で行われる作業です。
砂型は1度しか使えないので、
再び砂をふるいにかけることから
作業をくりかえしました。」

8 選別場
「銭は1枚ずつ重さをはかり、
規定の重さに足りないものや、
形の整っていないものは、
取り除きます。
選別が終わったら、枚数を数えて記帳し、
つぎのヤスリ場へ引き渡します。
はじめにあった地金の量と比較し、
足りない分量も調べておきます。」

9 ヤスリ場
「鋳放し銭は熟練した職人によって、
1つ1t四角い穴とふちに
ヤスリをかけられます。
穴のしあげは、
目戸切りと呼ばれました。
かなりの早わざで作業が勧められ、
1日に何万枚もの銭が
ヤスリでしあげられます。
ヤスリで削りおとしたかすは、
回収され、
再び地金に利用されました。」

10 煮洗い場(洗滌)
「銭の穴に銭ぐしと呼ぶ
四角な棒を通して
動かないようにし、
銭の耳(周辺)をと石で研ぎます。
これを耳ずり、
または丸目研ぎといいました。
次に、数個ずつみがき砂で洗います。
文字やりんかくは、
と石を使ってなめらかに研ぎ、
形をはっきりさせます。
研ぎ終わった銭は、
荒なわでこすりあげて光沢を出し、
湯で洗って検査場に回します。
これらの作業は、水を使ってぬれるので、
職人達は着物を脱いで仕事をしました。」
磨く工程までもあったとはビックリです。

11 研場
「ヤスリしあげのすんだ銭の砂あかを、
豆でんぷんの汁で取り除きます。
豆でんぷんには吸着作用があるので、
銭とともに煮ると、
くっついていた砂あかを
洗いおとすことができます。
豆でんぷんは、豆を石うすでひいて、
その場でつくられていました。
洗った銭は数えられ、研場に送られます。」
仕上げも丁寧ですね!

12 検査場
「検査場では、
銭を1枚ずつ厳重に検査します。
ハカリにかけて不合格になったものは、
回収し、銭の地金にします。
このようにしてできあがった銭が、
はじめて通用銭と認められます。
通用銭はカマスに入れ、
封印した上で金蔵に収めました。」
ここで妻が雄叫びを!
「あれ、凄いよ!!」

小さいジオラマの中の
極小の足字銭ですよ!
恐らく直径は数ミリで、
その穴はもっと小さいので、
1mm以下でしょう。
ここまで手が込んだ作りには、
僕も妻もこれには超感動です。
その他の展示
館内は小さいながらも、
様々な展示が充実しています。
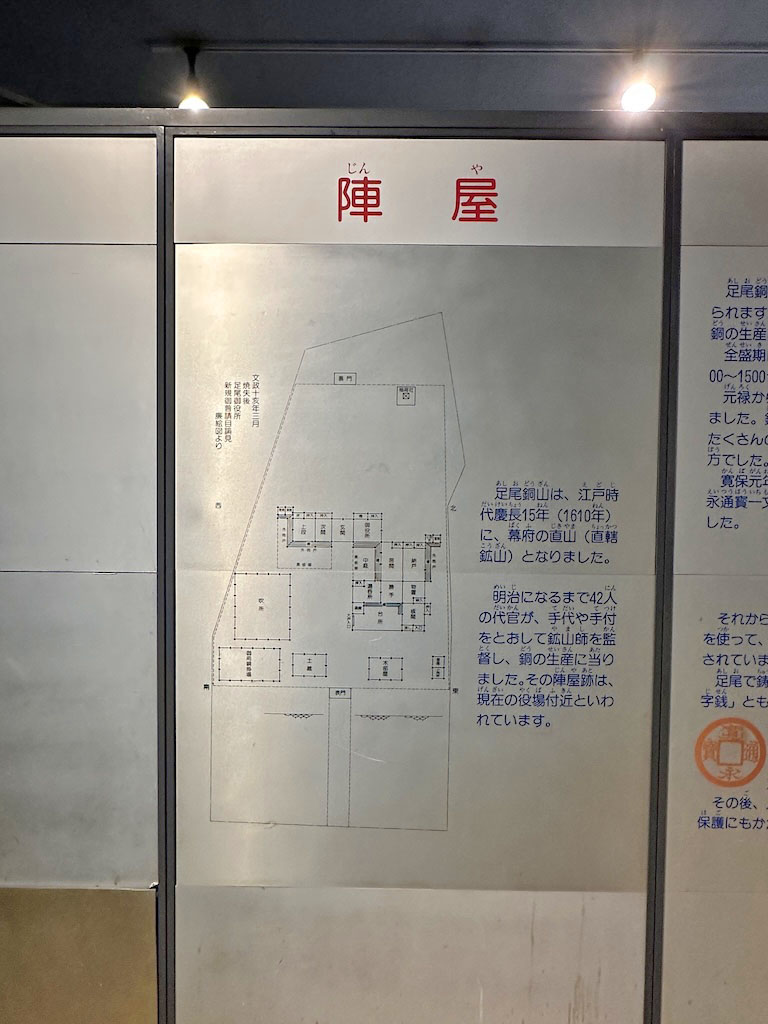
「陣屋」
「足尾銅山は、
江戸時代慶長15年(1610年)に、
幕府の直山(直轄鉱山)となりました。
明治になるまで42人の代官が、
手代や手付をとおして鉱山師を
監督し、銅の生産に当りました。
その陣屋跡は、
現在の役場付近といわれています。」
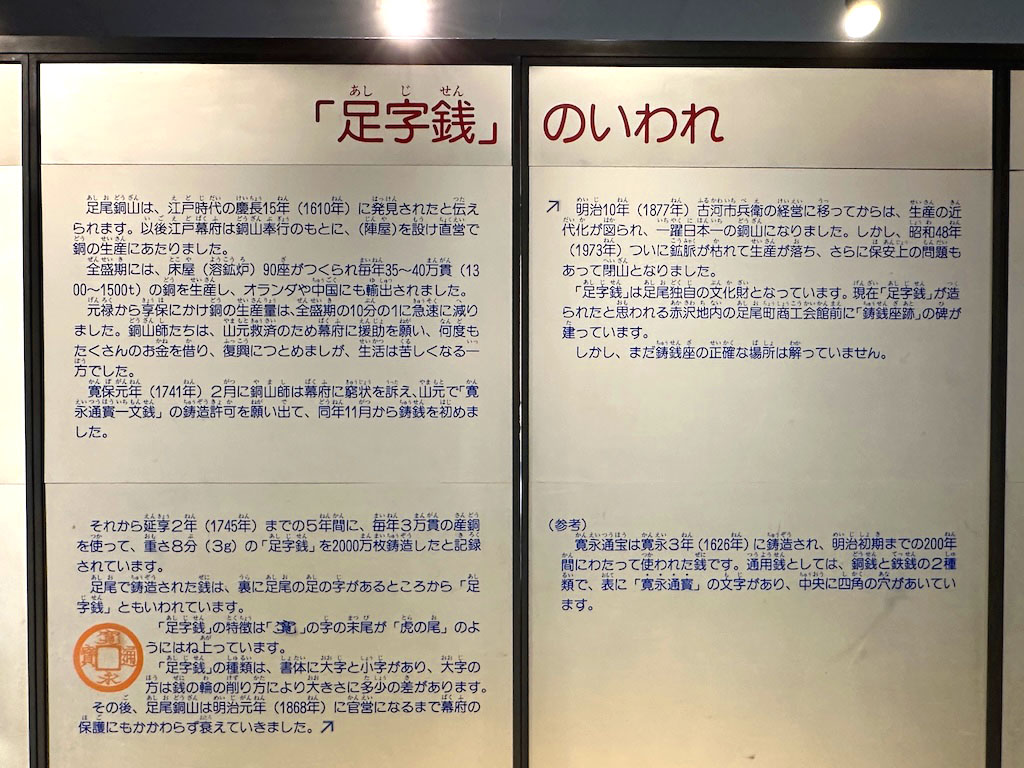
「足字銭」
「足尾銅山は、江戸時代の慶長15年
(1610年)に発見されたと
伝えられます。
以後江戸幕府は銅山奉行のもとに、
(陣屋)を設け直営で
銅の生産にあたりました。
全盛期には、床屋(溶鉱炉)
90座がつくられ毎年35〜40万貫
(1300〜1500t)の銅を生産し、
オランダや中国にも輸出されました。
元禄から享保にかけて銅の生産量は、
全盛期の10分の1に急速に減りました。
銅山師たちは、
山元救済のため幕府に援助を願い、
何度もたくさんのお金を借り、
復興につとめましたが、
生活は苦しくなる一方でした。
寛保元年(1741)2月に
銅山師は幕府に窮状を訴え、
山元で「寛永通宝一門銭」の
鋳造許可を願い出て、
同年11月から鋳銭を初めました。
それから延享2年(1745年)までの
5年間に、毎年3万貫の産銅を使って、
重さ8分(3g)の「足字銭」を
2000万枚鋳造したと記録されています。
足尾で鋳造された銭は、
裏に足尾の足の字があるところから
「足字銭」ともいわれています。
「足字銭」の特徴は「寛」の字の末尾が
「虎の尾」のようにはね上がっています。
「足字銭」の種類は、
書体に大字と小字があり、
大字の方は銭の輪の削り方により
大きさに多少の差があります。
その後、
足尾銅山は明治元年(1868年)に
官営になるまで幕府の保護にもかかわらず
衰えていきました。
明治10年(1877年)
古河市兵衛の経営に移ってからは、
生産の近代化が図られ、
一躍日本一の銅山になりました。
しかし、昭和48年(1973年)
ついに鉱脈が枯れて生産が落ち、
さらに保安上の問題もあって
閉山となりました。
「足字銭」は足尾独自の
文化財となっています。
現在「足字銭」が造られたと思われる
赤沢地内の足尾商工会館前に
「鋳銭座跡」の碑が建っています。
しかし、まだ鋳銭座の
正確な場所は解っていません。」
ここに書かれている
「幕府の保護にもかかわらず衰えて・・」
これがあったから
危機感を無くし、
努力しなくなった可能性も
あると思います。
保護することが、
繁栄に結びつくわけでない事は、
多くの歴史が証明していますからね・・・

「寛永通寶鋳銭座」
足尾の「足」と同じく、
全国的に背文字付きの
寛永通寶が鋳造されていたようです。
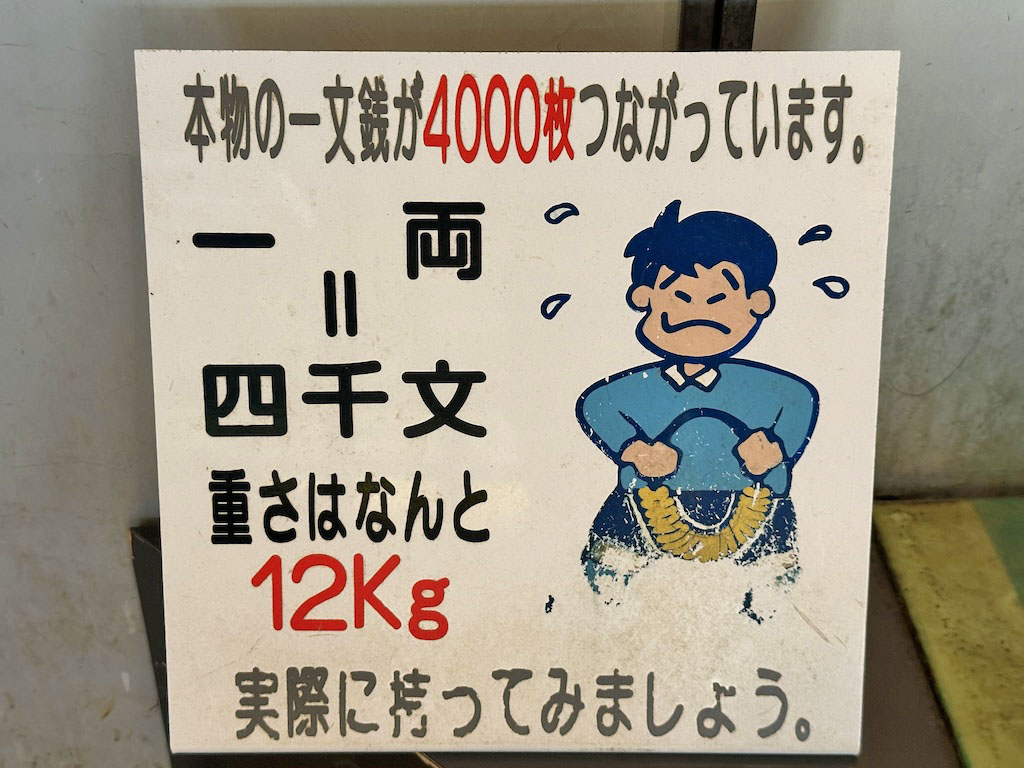
本物の一文銭4000枚の重さ体験。
工場勤務のお陰で、
ここ数年メキメキ筋肉がついた妻、
12Kgを持ち上げるのは、
朝飯前です(笑)

「江戸時代の貨幣制度」
この表で、重量12kgの
寛永銭4000枚=一両というのが、
よ〜く理解できますね!
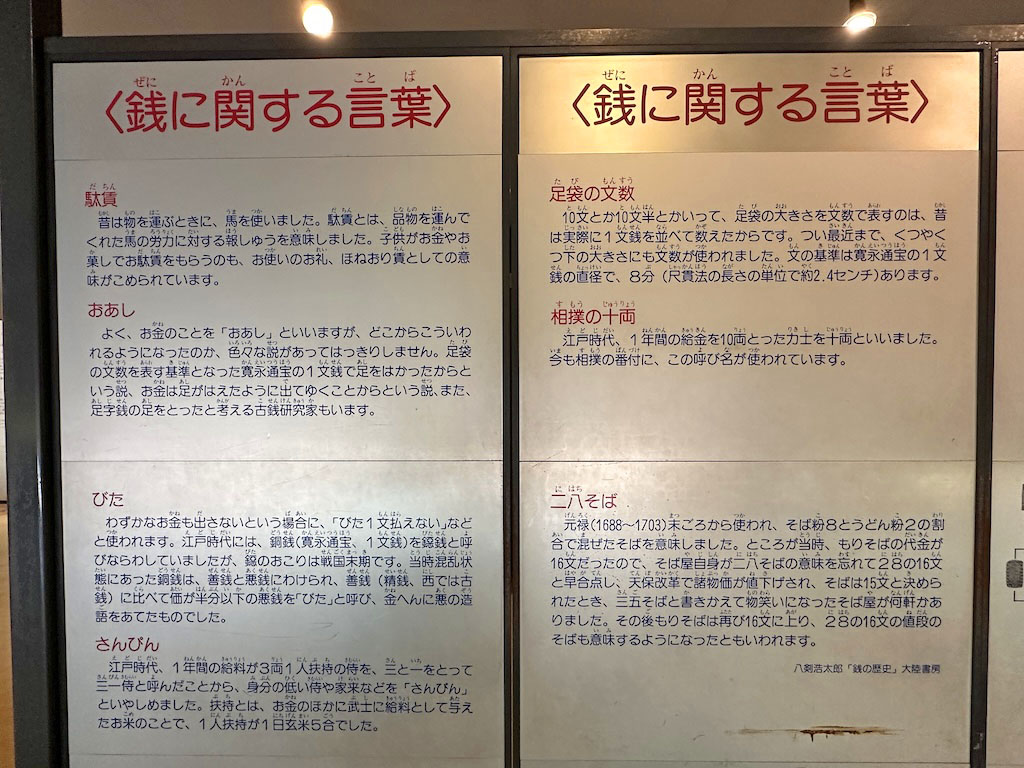
「銭に関する言葉」
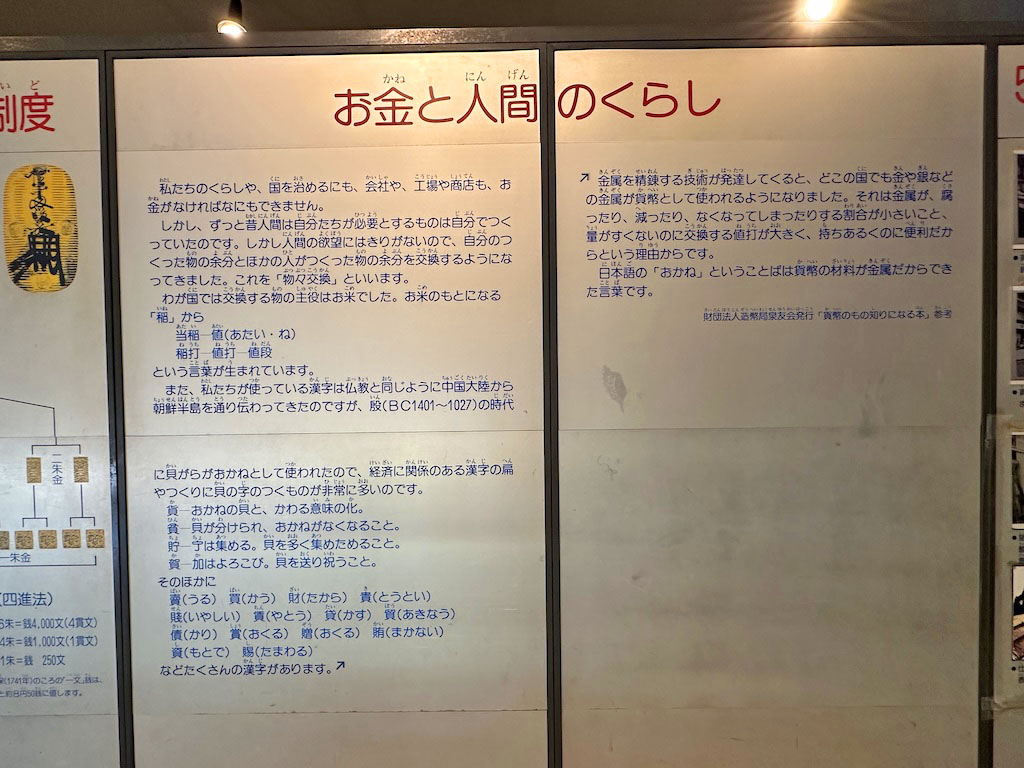
「お金と人間のくらし」
ここでの注目は「貝」(笑)
「私たちが使っている漢字は
仏教と同じように中国大陸から
朝鮮半島を通り伝わってきたのですが、
殷(BC1401〜1027)の時代に
貝殻がおかねとして使われたので、
経済に関係ある漢字の編やつくりに
貝の字がつくものが非常に多いのです。
貨ーおかねの貝と、かわる意味の化。
貧ー貝が分けられ、おかねがなくなること。
貯ー宁は集める。貝を多く集め貯めること。
賀ー加はよろこび。貝を送り祝うこと。
そのほかに
賣(うる)買(かう)財(たから)
貴(とうとい)賤(いやしい)賃(やとう)
貸(かす)貿(あきなう)債(かり)
賞(おくる)贈(おくる)賄(まかない)
資(もとで)賜(たまわる)
などたくさんの漢字があります。」
これだけ貝だらけだと、
なんか硬貨が貝に見えて来ます(笑)

「500円コインの製造過程」
吹所は無いみたいですね(笑)

足尾で造られた足字銭など。

「山の神」

「天秤」
ここまでで、観覧は終了。
再び表へと出ます。
建物右側から出口へ向かうと・・・

でっかい足字銭が〜!(笑)
妻の身長は159cmなので、
直径は2m以上あるかな?
最後にいいもの見られて、
めっちゃテンション
上がっていますよ(笑)







